鋼結構技術
|
項 目:
Box 箱樑、RH、BH 型鋼(包含漸變型方鋼管)
圓弧面圓形鋼管構
鋼構樓梯
|
說 明:
Box箱樑(包含漸變型方鋼管)、RH、BH 型鋼共約314 噸
圓管鋼構共約 30 噸
鋼構樓梯約 24 噸
|
技術篇
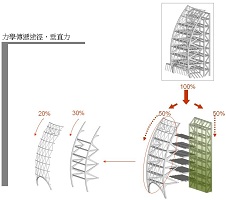
| 造型鋼構為承重的結構桿件
|
|

|
| 圖面繪製作業說明
|

|
| 廠內加工作業
- 材料準備:本工程材料大致分為
(1)鋼板、型鋼類: ASTM A572
(2)圓鋼管類:CNS STK 51(新規範符號為 STK500) - 廠內加工:藉由精確之加工圖面,於廠內加工時配合全尺寸放樣及下料、切割、組立等工序,得以控制各構件之尺寸及角度,避免誤差。
- 假組立安裝:各鋼構件組裝完成時,藉由廠內預先假組立安裝,以確保構件於現場實地安裝時,各部尺寸及角度正確無誤。

|

|

|

|

|
| 現場吊裝說明
- 同樣藉由 3D 圖面獲得正確尺寸及角度,於現場使用全站儀作精確之放樣、量測、定位,以確定各構件安裝時可定位於正確位置。
- 配合合適之吊運車輛及各項安全設施以安全優先為考量,並正確、迅速的完成吊裝工作。
- 吊裝完成並調整定位後,進行工地焊接及焊道非破壞檢驗,完成後進行補漆。
|
|






特色篇
|
|
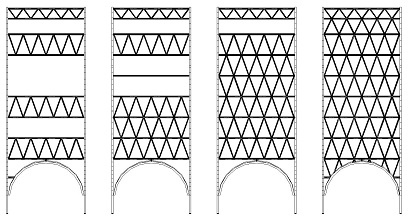
| 造型特色
|
|
| 施工難度與挑戰
- 全尺寸3D作圖:為能精準控制圖面各構件之尺寸、角度,並藉以避免構件衝突,於工程起始之初,就繪製完成全尺寸之 3D CAD 模型,以此為各項構件加工、製作、安裝之基準,並得以套繪其他工種之介面,避免施工錯誤。
- 全尺寸廠內預組裝:為能將 3D 圖面之各項尺寸、角度準確落實於加工製作上,本造型鋼構於廠內製作時,已將所有構件全尺寸預先組裝過,確實避免施工誤差,並能降低工地現場之施工量。
- 鋁板固定件廠內預焊:為能將鋁板各項尺寸、角度精確控制,於廠內製作時,已將「沖孔鋁板」所需固定之「壓桿鐵件」於廠內預先依 3D 尺寸固定於圓管鋼構上,確實避免施工誤差,並能降低工地現場之施工量。
- 區塊工法吊裝:為使現場吊裝工作能順利,並期使吊裝時間縮短以避免影響附近交通,於廠內加工時便規劃以「區塊工法」施作,將造型圓管鋼構依各樓層規劃為各自完整之區塊,並藉由廠內全尺寸預組裝之精確加工,使得現場吊安裝時能迅速確實,將每樓層完整區塊之吊裝時間控制於 2 小時內完成。


|


|
